金属材料の生産や加工、運搬、保管では、多くの箇所でインテリジェントセンサが必要です。センサがあってこそ、効率的かつ安全な生産とやエラーのない加工が可能になります。マイクロエプシロンの持つ専門的技術とノウハウは、クレーンや機械部品、材料のポジショニング、金属帯板やブルームの厚さモニタリングからプレスされた成形部品のプロファイル測定に至るまで、非常に幅広い分野をカバーしています。
溶融亜鉛めっきラインでは、鋼帯に液体亜鉛、亜鉛合金、アルミニウム合金を連続プロセスでめっきします。この際、鋼帯の早い搬送速度から振動が発生します。これらを最小限に抑えるために、市場を牽引するドイツEMG社の電磁式安定化システムで、Micro-EpsilonのEU40型渦電流式センサが10~16個取り付けられています。 厳しい環境条件に対応する堅牢な渦電流式測定システム…
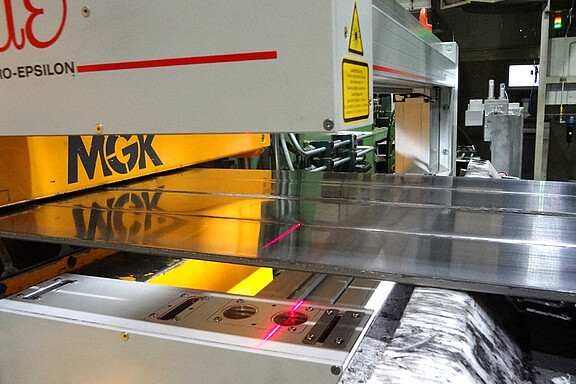
電力用途向けの超伝導ストリップの製造には、最高の精度と最大限の材料保護が求められます。通常、幅12 mmのステンレス鋼ストリップはニッケル合金を使用して加工されます。このストリップは、例えば、幅3~4 mmの切片など、わずか0.5 mmの隙間で区切られた複数の細いサブストリップに切断されます。ストリップには敏感なPVDコーティングも施されているため、幅と切片の測定は非接触で高精度に正確に行う必要があります。 最高のプロセス信頼性を実現するリアルタイム品質管理 …
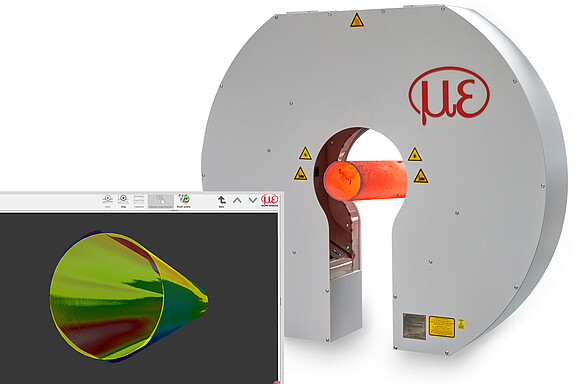
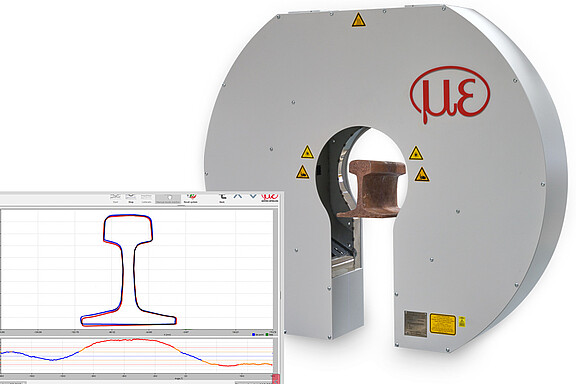
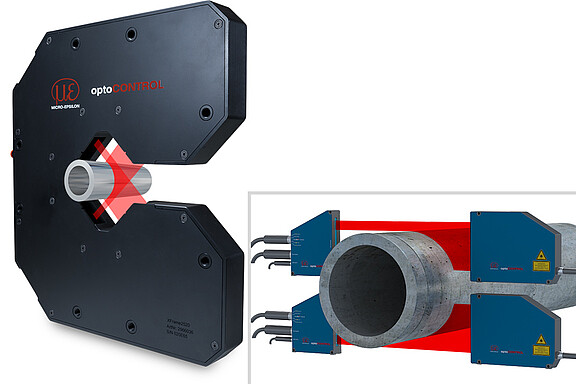
MPG 8208シリーズのシステムは馬蹄型のフレームとして作られており、個々にラインに組み込まれます。フレーム内には6つのレーザーライン三角測量センサと、完全自動校正システムが搭載されています。レーザーは被測定物に直線を投影しますが、これらの線はカメラから見ると変形しています。センサの基本的な校正は、偏差を具体的な測定値に変換するための基準として使用します。熱などの厳しい環境条件下では、センサシステムは複合的に統合された冷却システムにより環境の影響から保護されます。 …
MPG 8208シリーズのシステムは馬蹄型のフレームとして作られており、個々にラインに組み込まれます。フレーム内には6つのレーザーライン三角測量センサと、完全自動校正システムが搭載されています。レーザーは被測定物に直線を投影しますが、これらの線はカメラから見ると変形しています。センサの基本的な校正は、偏差を具体的な測定値に変換するための基準として使用します。
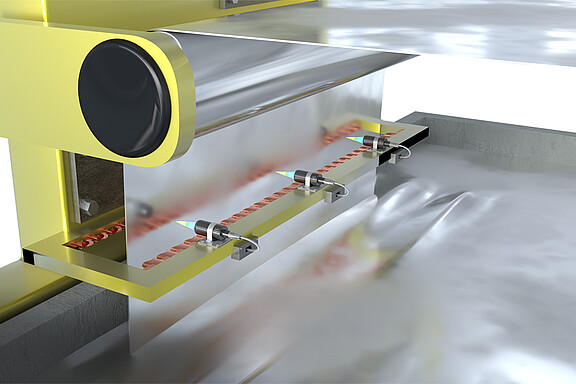
腐食防止のため、金属ストリップには亜鉛の保護層が施されます。これは鋼板を亜鉛桶に通して亜鉛の薄い層を付着させるもので、塗布された亜鉛はエアスクレーパーのノズルによって均一に分散され、滑らかになります。希望の厚さを得るためには、エアノズルの正確な間隔制御が必要です。ノズルの距離の測定にはconfocalDTシリーズの共焦点センサが使用されており、反射率の高い表面での正確な距離測定を可能にします。高い測定率によりエアスクレーパーのノズルの距離が検出され、高いダイナミクスで再調整されます。 …
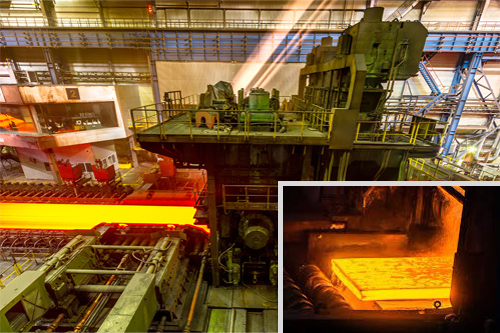
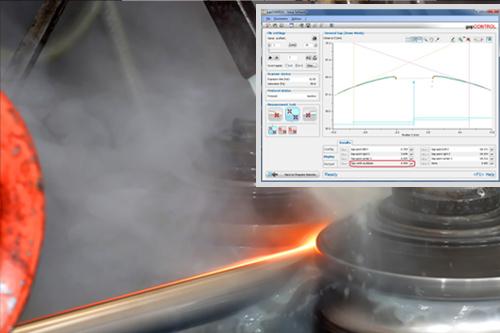
最初の圧延工程でスラブの厚さを監視するため、圧延材を上から測定するレーザー距離センサが使用されます。高温や蒸気、エマルションにより測定は遠く離れた距離から行わなければならないため、そのような用途に適したoptoNCDT ILR3800シリーズのレーザー距離センサが大きく役立っています。このセンサは、圧延ラインと上に乗っているスラブの差から厚さを検出します。
マイクロエプシロンによるoptoNCDT…
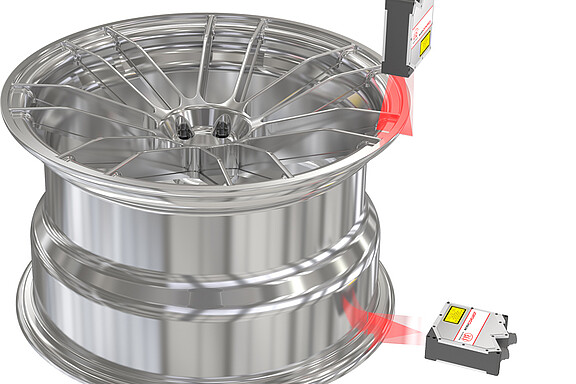
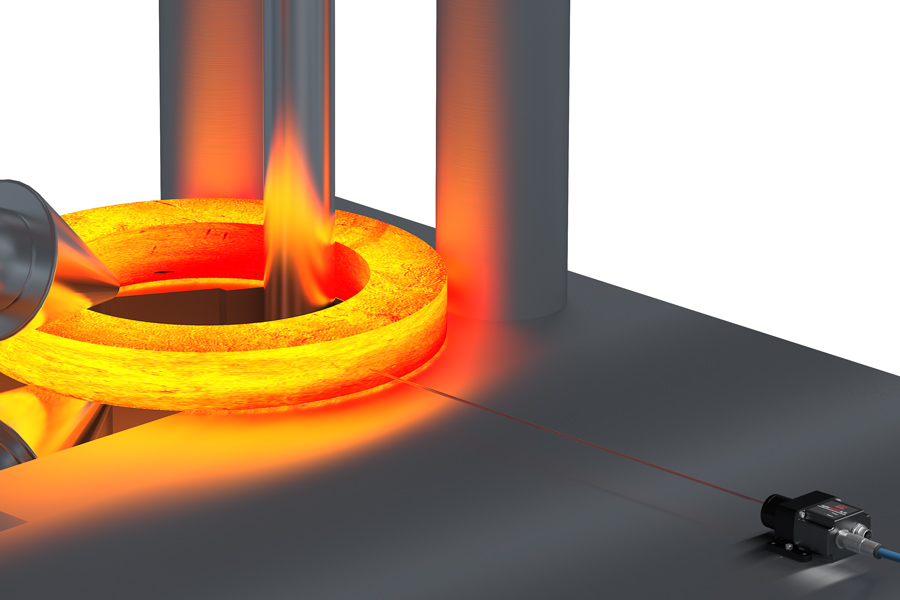
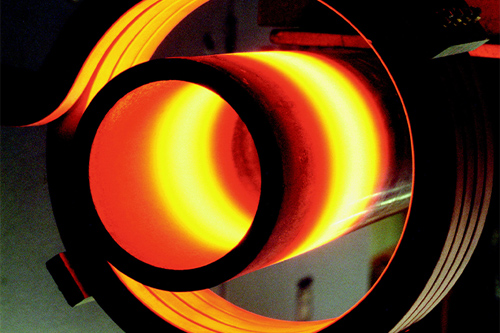
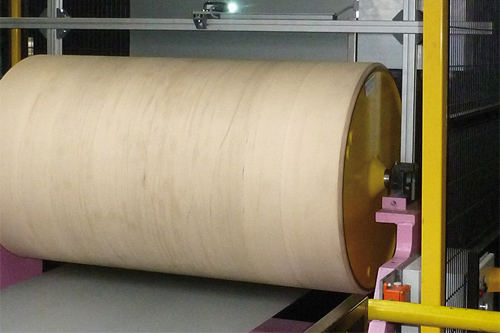
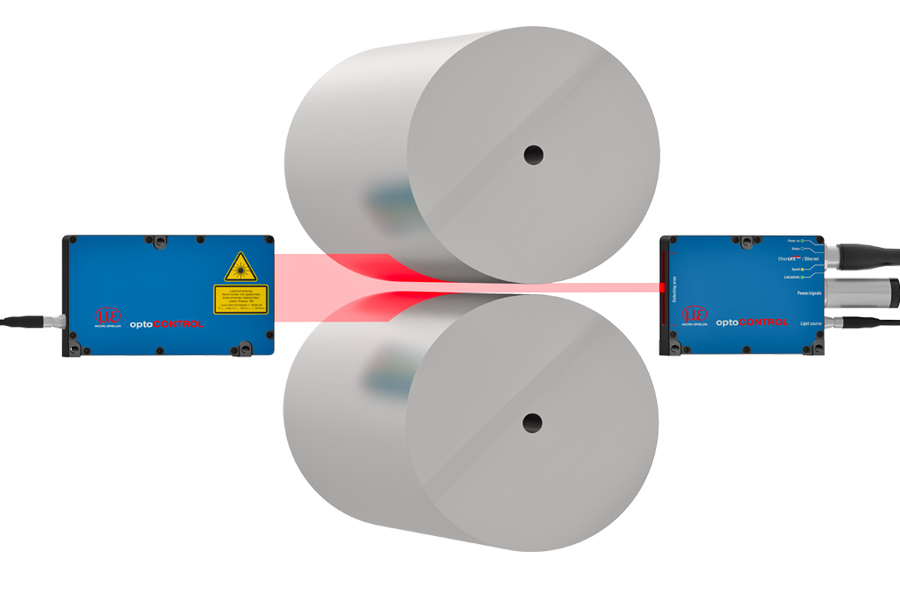
この測定タスクには、マイクロエプシロンのレーザー距離センサoptoNCDT ILR2250-100が使用されています。赤熱金属の測定対象物でも信頼性の高い結果が得られる位相比較法を採用しており、1 mから10 mの安全が保てる距離にセンサを取り付けて、圧延中の被圧延材までの距離を正確に測定します。製造プロセス中はリングの直径が拡大し続けるので、センサまでの距離が短くなります。optoNCDT…
thicknessCONTROL Cフレームシステムは、シザーラインで金属ストリップの幅、キャンバリング、直径を正確に測定するために使用され、搭載された3つのレーザーマイクロメーターがストリップストップでのキャンバリングを測定します。幅の測定はCフレームが金属ストリップの上をトラバースして行います。
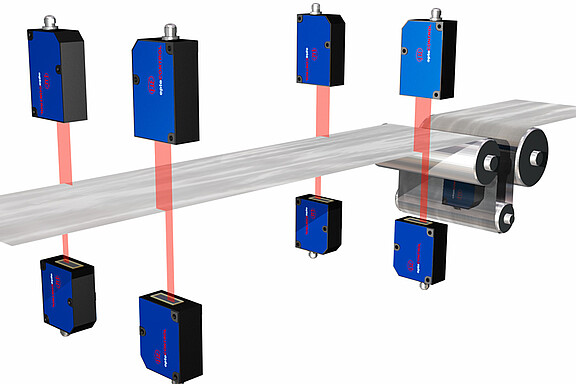
マイクロエプシロンの光学マイクロメータは、金属棒の厚さ監視に使用されます。X-Frame測定システムで直径が連続的に測定され、2台のレーザーマイクロメータがそれぞれ高い分解能と測定速度で直径の測定を行います。X-Frameにより厚さが異なっていても測定でき、デジタルインターフェースで上位の制御システムへ直接データを出力することが可能です。
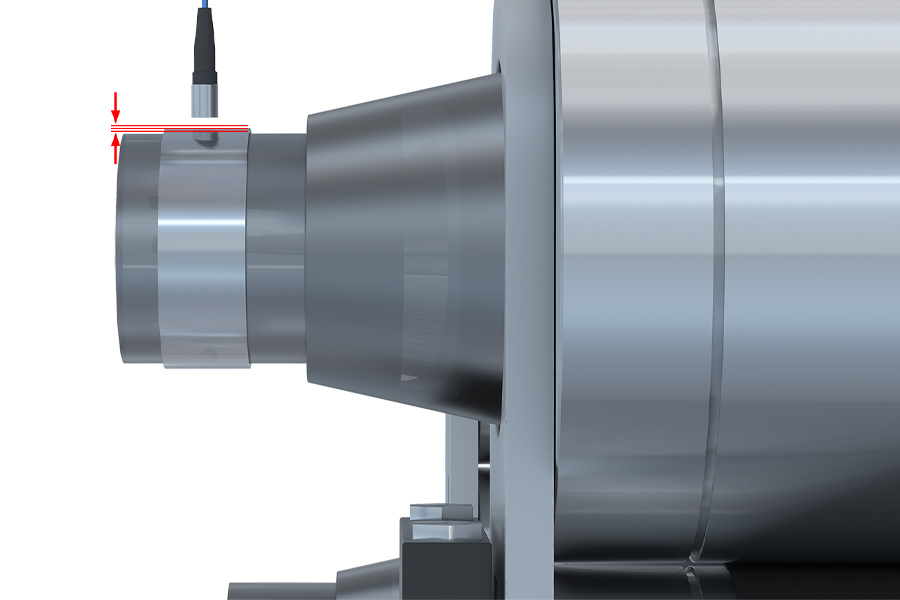
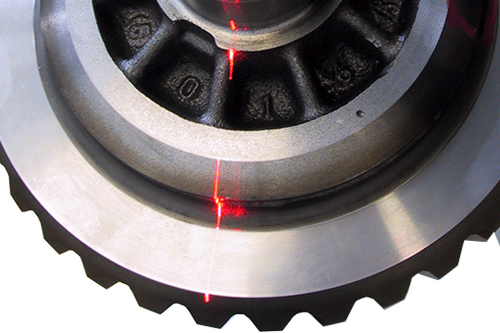
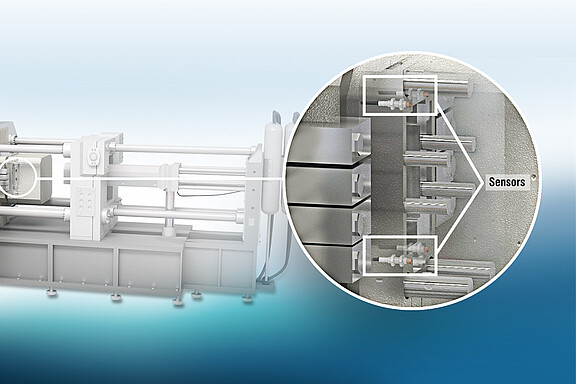
静電容量式変位センサはロールの摩耗検出に使用され、ロールの摩耗をドライブシャフトのベアリングギャップの変化をもとに間接的に測定します。静電容量式センサが連続的かつ高精度な測定が行えるので、摩耗具合を常に検出して早期検知が可能となり、メンテナンス間隔を目標に沿って計画することができます。静電容量式センサは、強い温度変化にも対応し高い信号安定性を実現しています。
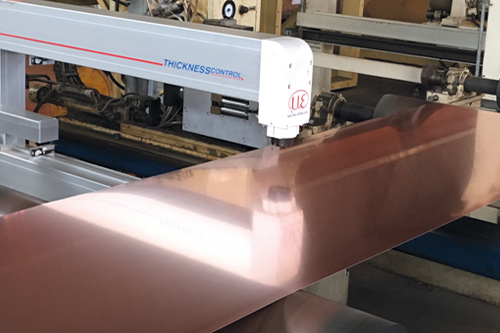
冷間圧延機において高いプロセス信頼性で厚さ測定を行うため、thicknessCONTROL MTS 8202シリーズのシステムが使用されています。銅製ストリップ、コーティングされた金属、光沢のあるアルミニウムなど、反射性で光沢のある表面でも測定が可能です。システムには変化する表面上でも確実に測定できる共焦点センサが搭載されており、測定は非接触で行われリアクションレスなので、敏感な素材でも確実に測定することができます。高い測定レートにより、ダイナミックなプロセスも確実な検出が行えます。 …
thicknessCONTROL厚さ計測システムの新世代は極めて高い性能を持ち、光学式厚さ計測の中にとって最も困難となるアプリケーションに伴う課題に対応しています。このシステムは熱間圧延機での使用向けに設計されており、過酷な環境下でも機能性に影響することなく さまざまな動作モードで最高の精度で結果をもたらします。…
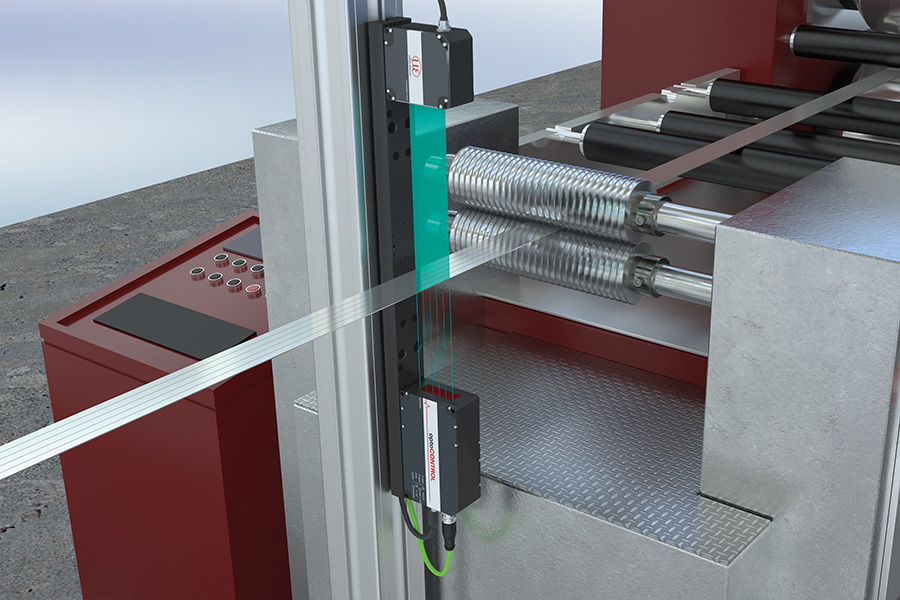
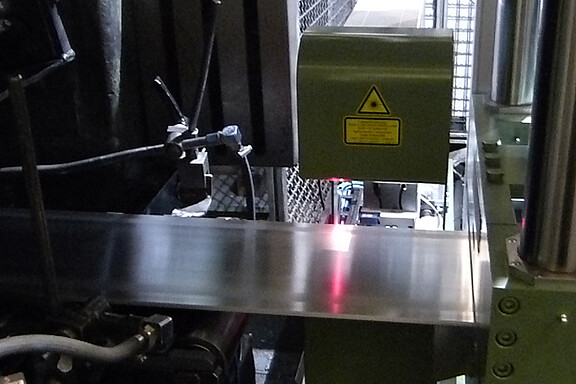
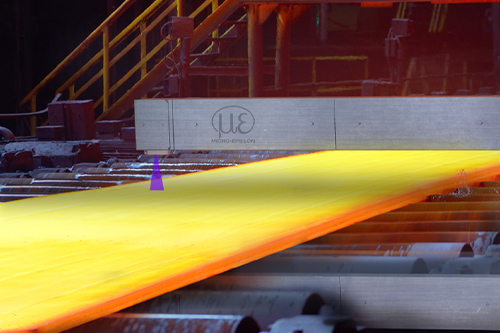
セクション圧延機では通常の場合、成形鋼は反転運転で圧延されます。熱間圧延された棒材(最高温度1200℃)が圧延スタンドを離れた後に寸法精度の検査が行われ、その際に青色レーザーセンサが最大10m/sの材料速度でバーの中心を測定します。特許取得済みの青色レーザー技術を搭載したoptoNCDT1750-750BLは赤熱の物体を確実に測定し、特殊な光学フィルターが赤熱対象物に固有の放射を遮断します。測定範囲が広いため、1つのセンサだけで圧延品のさまざまな形状を確実に検出することができます。 …
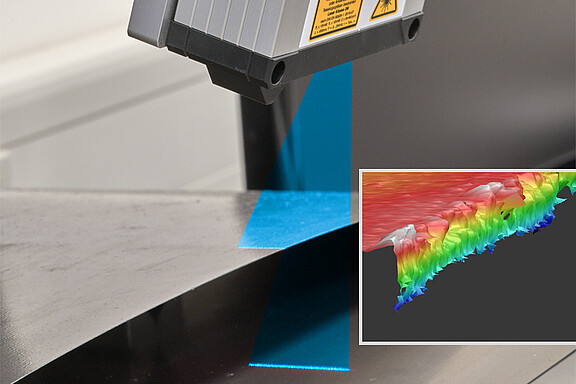
切断工程では金属ストリップの切断面にバリが発生します。このバリをインラインで監視するため、シートエッジを恒久的に監視できるscanCONTROLレーザースキャナが使用されています。青色レーザー技術により高い信号安定性で正確な測定値を得られ、リミット値の超過は制御システムに直接転送されるので、カッターのメンテナンスやパスコントロールの調整など、分割プロセスの調整が可能です。 …
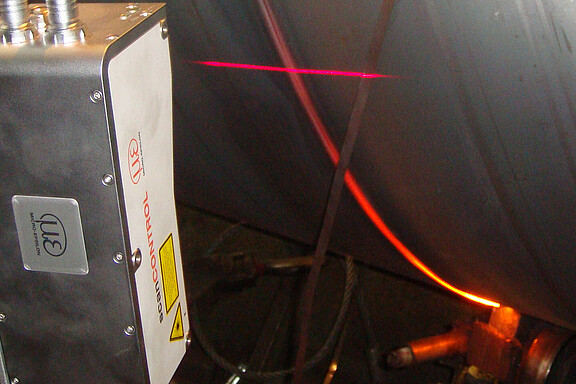
パイプを溶接する前に、レーザースキャナーでギャップを監視します。このスキャナは正確な測定値をもたらし、中心点の位置を出力することができるので、溶接ヘッドに対してパイプを最適な位置に置くことができます。スキャナのプロファイル周波数が非常に高いので、ダイナミックなプロセスも監視することができます。
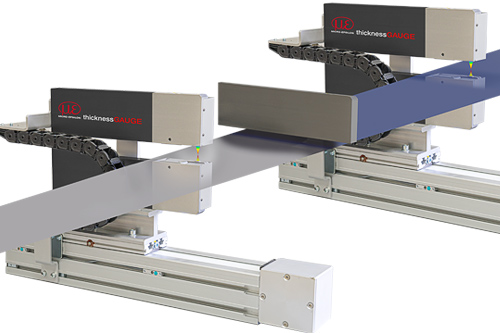
塗装工程での正確な膜厚測定には、2つの同期したthickness-GAUGEシステムが使用されています。システムの一方は塗装前のストリップの厚さを把握し、もう一方は塗装後の厚さを監視し、2つの測定値の差から膜厚を求めてシステム制御に反映させます。このシステムには共焦点センサが搭載されており、表面の反射に左右されない高い測定精度を実現しています。