- 変位センサ
- 渦電流センサ
- eddyNCDT 3001
![eddyNCDT 3001 渦電流センサ]() エレクトロニクス内蔵のコンパクトな渦電流センサ
エレクトロニクス内蔵のコンパクトな渦電流センサ - eddyNCDT 3005
![eddyNCDT 3005 渦電流センサ]() 機械やシステムに組み込むための小型化センサシステム
機械やシステムに組み込むための小型化センサシステム - eddyNCDT 3060/3070
![eddyNCDT 3060/3070 渦電流センサ]() 産業用アプリケーション向け高性能センサシステム
産業用アプリケーション向け高性能センサシステム - eddyNCDT 3300
![eddyNCDT 3300 渦電流センサ]() 高速測定に最適
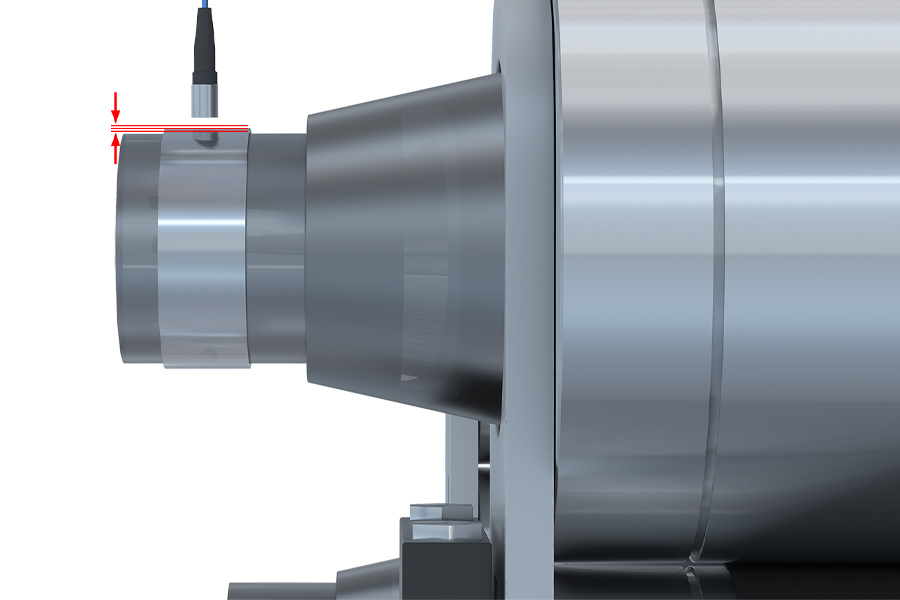
高速測定に最適 - SGS 4701スピンドルの膨張測定
![SGS 4701スピンドルの膨張測定 渦電流センサ]()
- お客様ごとのカスタマイズセンサ
![お客様ごとのカスタマイズセンサ 渦電流センサ]()
- eddyNCDT 3001
- 静電容量センサ
- capaNCDT 6110
![capaNCDT 6110 静電容量センサ]() 産業アプリケーションでの使用に理想的
産業アプリケーションでの使用に理想的 - capaNCDT 61x0/IP
![capaNCDT 61x0/IP 静電容量センサ]() 産業用アプリケーションのための堅牢な設計
産業用アプリケーションのための堅牢な設計 - capaNCDT 61x4
![capaNCDT 61x4 静電容量センサ]() 長尺ケーブル用アクティブ測定システム
長尺ケーブル用アクティブ測定システム - capaNCDT 6200
![capaNCDT 6200 静電容量センサ]() 高精度マルチチャネル測定に最適
高精度マルチチャネル測定に最適 - capaNCDT 6228
![capaNCDT 6228 静電容量センサ]() 高温アプリケーションに最適
高温アプリケーションに最適 - capaNCDT 6500
![capaNCDT 6500 静電容量センサ]() 高精度マルチチャネル測定に最適
高精度マルチチャネル測定に最適 - capaNCDTセンサ
![capaNCDTセンサ 静電容量センサ]()
- お客様ごとのカスタマイズセンサ
![お客様ごとのカスタマイズセンサ 静電容量センサ]()
- combiSENSOR
![combiSENSOR 静電容量センサ]()
- capaNCDT DTV
![capaNCDT DTV 静電容量センサ]()
- capaNCDT MD6-22
![capaNCDT MD6-22 静電容量センサ]()
- capaNCDT TFG6220
![capaNCDT TFG6220 静電容量センサ]() 導電性フィルムの厚さ測定
導電性フィルムの厚さ測定
- capaNCDT 6110
- レーザセンサ
- optoNCDT 1220
![optoNCDT 1220 レーザセンサ]() OEMおよびシリーズ用途に最適化
OEMおよびシリーズ用途に最適化 - optoNCDT 1320
![optoNCDT 1320 レーザセンサ]() 正確な測定のためのコンパクト設計
正確な測定のためのコンパクト設計 - optoNCDT 1420
![optoNCDT 1420 レーザセンサ]() 高精度測定のためのスマートなレーザーセンサ
高精度測定のためのスマートなレーザーセンサ - optoNCDT 1900
![optoNCDT 1900 レーザセンサ]() アドバンストオートメーション向けの革新的なレーザー変位センサ
アドバンストオートメーション向けの革新的なレーザー変位センサ - optoNCDT 2300
![optoNCDT 2300 レーザセンサ]() 精密測定のための高動的レーザーセンサ
精密測定のための高動的レーザーセンサ - optoNCDT 5500
![optoNCDT 5500 レーザセンサ]() ハイエンドアプリケーション用高動的レーザーセンサー
ハイエンドアプリケーション用高動的レーザーセンサー - 青色レーザー(BL)センサ
![青色レーザー(BL)センサ レーザセンサ]() 金属および有機物質用の青色レーザーセンサ
金属および有機物質用の青色レーザーセンサ - レーザーライン(LL)センサ
![レーザーライン(LL)センサ レーザセンサ]() 光沢のある金属や構造物の表面に最適
光沢のある金属や構造物の表面に最適 - 長距離レーザーセンサ
![長距離レーザーセンサ レーザセンサ]() 大きな測定距離に最適
大きな測定距離に最適 - お客様ごとのカスタマイズセンサ
![お客様ごとのカスタマイズセンサ レーザセンサ]()
- thicknessSENSOR
![thicknessSENSOR レーザセンサ]()
- optoNCDT 1220
- 共焦点式センサ
- 共焦点クロマティックセンサ
![共焦点クロマティックセンサ 共焦点式センサ]()
- confocalDT IFD2411
![confocalDT IFD2411 共焦点式センサ]() シリーズアプリケーション用コンパクトコントローラ
シリーズアプリケーション用コンパクトコントローラ - confocalDT IFD2410/2415
![confocalDT IFD2410/2415 共焦点式センサ]() コントローラ内蔵の小型センサ
コントローラ内蔵の小型センサ - confocalDT IFC2421/22
![confocalDT IFC2421/22 共焦点式センサ]() 産業アプリケーション用シングル/デュアルチャネルコントローラ
産業アプリケーション用シングル/デュアルチャネルコントローラ - confocalDT IFC2465/66
![confocalDT IFC2465/66 共焦点式センサ]() 高速かつ高精度な測定用シングル/デュアルチャネルコントローラ
高速かつ高精度な測定用シングル/デュアルチャネルコントローラ
- 共焦点クロマティックセンサ
- 干渉計(白色光)
- interferoMETER 5200-TH
![interferoMETER 5200-TH 干渉計(白色光)]() 薄い層の安定したインライン測定
薄い層の安定したインライン測定 - interferoMETER 5400-DS
![interferoMETER 5400-DS 干渉計(白色光)]() ナノメートル精度の絶対距離測定
ナノメートル精度の絶対距離測定 - interferoMETER 5400-TH
![interferoMETER 5400-TH 干渉計(白色光)]() サブマイクロメートル精度の安定した厚さ測定
サブマイクロメートル精度の安定した厚さ測定 - interferoMETER 5600-DS
![interferoMETER 5600-DS 干渉計(白色光)]() サブナノメートル精度の絶対距離測定
サブナノメートル精度の絶対距離測定 - interferoMETER 5420-TH
![interferoMETER 5420-TH 干渉計(白色光)]() シリコンウェーハの高精度厚さ測定
シリコンウェーハの高精度厚さ測定
- interferoMETER 5200-TH
- レーザー距離センサ
- optoNCDT ILR1171
![optoNCDT ILR1171 レーザー距離センサ]() 屋外でも使用可能な高速センサ
屋外でも使用可能な高速センサ - optoNCDT ILR2250
![optoNCDT ILR2250 レーザー距離センサ]() 高性能レーザー距離センサ
高性能レーザー距離センサ - optoNCDT ILR3800
![optoNCDT ILR3800 レーザー距離センサ]() 産業用高性能レーザー距離センサー
産業用高性能レーザー距離センサー - optoNCDT ILR104x
![optoNCDT ILR104x レーザー距離センサ]() コンパクトで信頼性の高いレーザー距離センサ
コンパクトで信頼性の高いレーザー距離センサ
- optoNCDT ILR1171
- インダクティブセンサ(LVDT)
- induSENSOR DTD プローブ
![induSENSOR DTD プローブ インダクティブセンサ(LVDT)]() コンパクトなケーブルコントローラ付きプローブ
コンパクトなケーブルコントローラ付きプローブ - induSENSOR DTAゲージヘッド
![induSENSOR DTAゲージヘッド インダクティブセンサ(LVDT)]() LVDT 測定プローブ
LVDT 測定プローブ - induSENSOR DTAセンサ
![induSENSOR DTAセンサ インダクティブセンサ(LVDT)]() LVDT 変位センサ
LVDT 変位センサ - induSENSOR LDR
![induSENSOR LDR インダクティブセンサ(LVDT)]() リニア変位センサ
リニア変位センサ - クランピングストロークセンサ
![クランピングストロークセンサ インダクティブセンサ(LVDT)]() クランピング位置監視用センサ
クランピング位置監視用センサ - MSC7x0xコントローラ
![MSC7x0xコントローラ インダクティブセンサ(LVDT)]()
- induSENSOR EDS
![induSENSOR EDS インダクティブセンサ(LVDT)]() エレクトロニクス内蔵のロングストロークセンサ
エレクトロニクス内蔵のロングストロークセンサ - お客様ごとのカスタマイズセンサ
![お客様ごとのカスタマイズセンサ インダクティブセンサ(LVDT)]()
- induSENSOR DTD プローブ
- 磁気誘導センサ
- mainSENSOR MDS-35/-45
![mainSENSOR MDS-35/-45 磁気誘導センサ]() M12、M18、M30設計の堅牢なセンサ
M12、M18、M30設計の堅牢なセンサ - mainSENSOR MDS-40-MK
![mainSENSOR MDS-40-MK 磁気誘導センサ]() シリーズアプリケーション用センサ
シリーズアプリケーション用センサ - mainSENSOR MDS-40-LP
![mainSENSOR MDS-40-LP 磁気誘導センサ]() 回路基板仕様のセンサ
回路基板仕様のセンサ - お客様ごとのカスタマイズセンサ
![お客様ごとのカスタマイズセンサ 磁気誘導センサ]()
- mainSENSOR MDS-35/-45
- ワイヤセンサ
- 統合とOEM向けワイヤセンサ
![統合とOEM向けワイヤセンサ ワイヤセンサ]() プラスチック製ハウジングの小型センサ
プラスチック製ハウジングの小型センサ - 工業用途向けワイヤセンサ
![工業用途向けワイヤセンサ ワイヤセンサ]() アルミニウム製ハウジングの堅牢なセンサ
アルミニウム製ハウジングの堅牢なセンサ - 高速での測定用ワイヤセンサ
![高速での測定用ワイヤセンサ ワイヤセンサ]() 高いワイヤ加速度用
高いワイヤ加速度用 - メカニクス
![メカニクス ワイヤセンサ]() エンコーダ取り付け用ワイヤメカニクス
エンコーダ取り付け用ワイヤメカニクス
- 統合とOEM向けワイヤセンサ
- 渦電流センサ
- 産業用センサ
- 回転数センサ
- 赤外線パイロメータ
- thermoMETER UC
![thermoMETER UC 赤外線パイロメータ]() 高性能な産業用パイロメータ
高性能な産業用パイロメータ - thermoMETER SE
![thermoMETER SE 赤外線パイロメータ]() 堅牢な超小型パイロメータ
堅牢な超小型パイロメータ - thermoMETER FI
![thermoMETER FI 赤外線パイロメータ]() 完全に統合されたコンパクトなパイロメータ
完全に統合されたコンパクトなパイロメータ - 特殊な用途に対応したパイロメータ
![特殊な用途に対応したパイロメータ 赤外線パイロメータ]()
- thermoMETER UC
- 波面計測/光学部品計測
- カラー測定システム・カラーセンサ・LEDアナライザー
- 光ファイバーセンサ
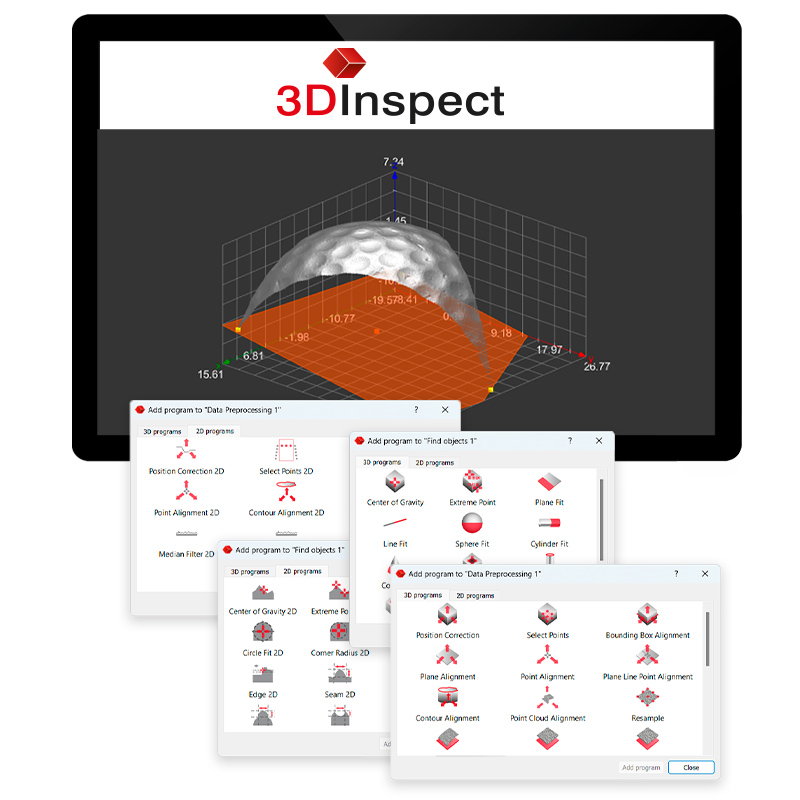
- インターフェース・算出処理ユニット
- 2D/3D 計測技術
- 3Dセンサ
- 光学式精密マイクロメータ
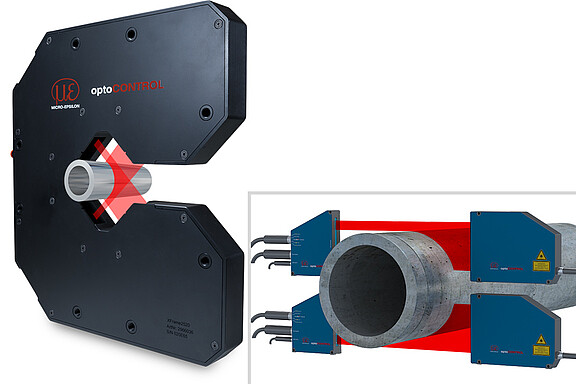
- optoCONTROL 1200
![optoCONTROL 1200 光学式精密マイクロメータ]() 小型高速マイクロメータ
小型高速マイクロメータ - optoCONTROL 2520
![optoCONTROL 2520 光学式精密マイクロメータ]() 小型レーザーマイクロメータ(クラス1M)
小型レーザーマイクロメータ(クラス1M) - optoCONTROL 2700
![optoCONTROL 2700 光学式精密マイクロメータ]() 高い要求に応える高性能マイクロメータ
高い要求に応える高性能マイクロメータ
- optoCONTROL 1200
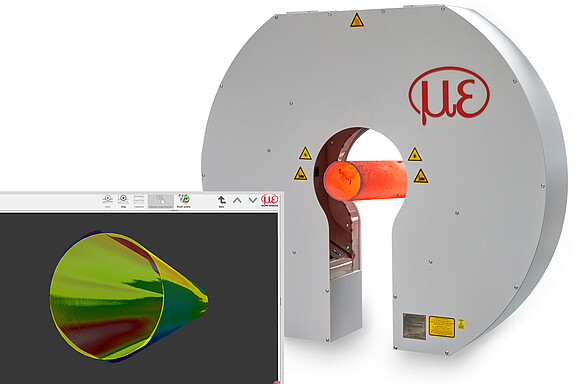
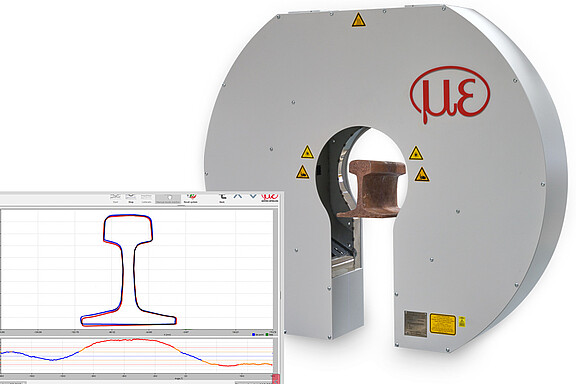
- レーザープロファイルスキャナ
- scanCONTROL 25x0
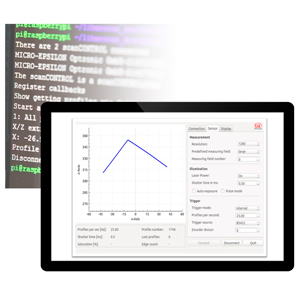
![scanCONTROL 25x0 レーザープロファイルスキャナ]() シリーズアプリケーション向けレーザースキャナ
シリーズアプリケーション向けレーザースキャナ - scanCONTROL 29x0
![scanCONTROL 29x0 レーザープロファイルスキャナ]() 高精度でコンパクトなレーザースキャナ
高精度でコンパクトなレーザースキャナ - scanCONTROL 30x2
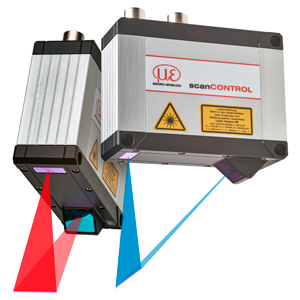
![scanCONTROL 30x2 レーザープロファイルスキャナ]() パワフルな2D/3Dレーザースキャナ
パワフルな2D/3Dレーザースキャナ - scanCONTROL 30x0
![scanCONTROL 30x0 レーザープロファイルスキャナ]() 高性能レーザースキャナ
高性能レーザースキャナ
- scanCONTROL 25x0
- 測定システム
- 精密な厚さ測定のためのセンサシステム
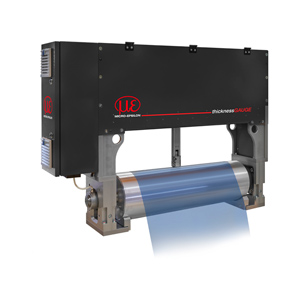
- thicknessGAUGE 3D
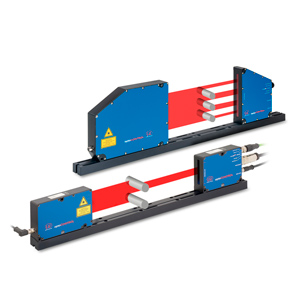
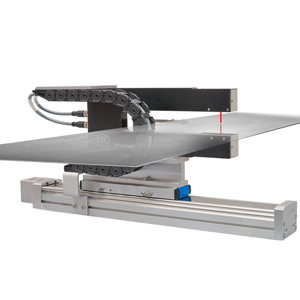
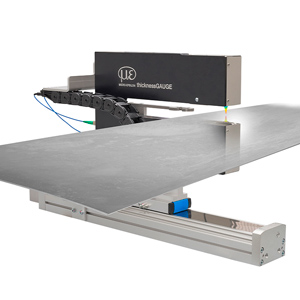
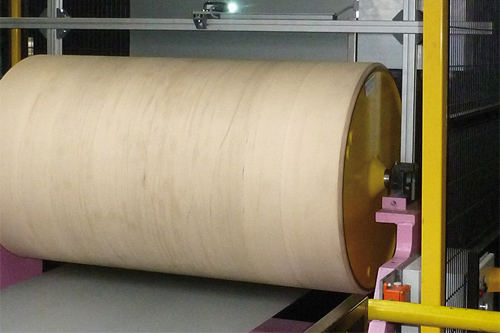
![thicknessGAUGE 3D 精密な厚さ測定のためのセンサシステム]() インライン厚さ・プロファイル測定
インライン厚さ・プロファイル測定 - thicknessGAUGE C.LL
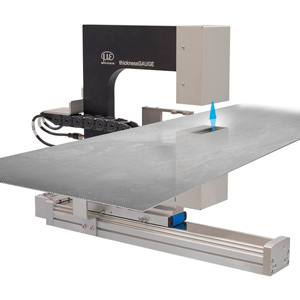
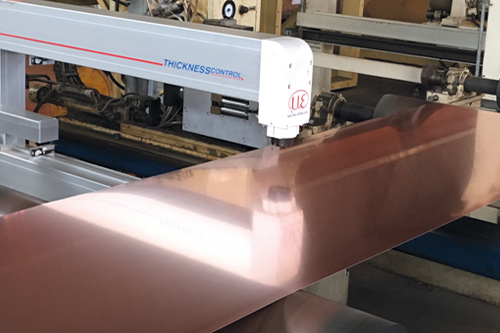
![thicknessGAUGE C.LL 精密な厚さ測定のためのセンサシステム]() インライン厚さ測定(レーザーセンサ)
インライン厚さ測定(レーザーセンサ) - thicknessGAUGE C.C
![thicknessGAUGE C.C 精密な厚さ測定のためのセンサシステム]() インライン厚さ測定(共焦点)
インライン厚さ測定(共焦点) - thicknessGAUGE C.LP
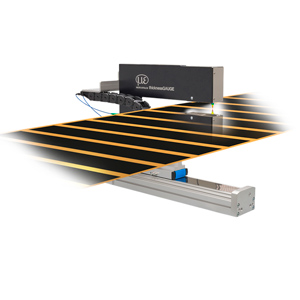
![thicknessGAUGE C.LP 精密な厚さ測定のためのセンサシステム]() インライン厚さ測定(レーザープロファイルセンサ)
インライン厚さ測定(レーザープロファイルセンサ) - thicknessGAUGE O.EC
![thicknessGAUGE O.EC 精密な厚さ測定のためのセンサシステム]() インライン厚さ測定(渦電流/静電容量式)
インライン厚さ測定(渦電流/静電容量式)
- thicknessGAUGE 3D
- 電池生産用の検査システム
- Inspection and production systems for the tire industry
- 精密な厚さ測定のためのセンサシステム