容器ガラス、フロートガラスまたは特殊ガラスといった製品は、製造時の許容誤差範囲が小さい上に、製造サイクル時間も短く維持されなければなりません。マイクロエプシロンのセンサは統合度が高く、精度と測定速度も卓越した高さを有しているため、ガラス産業で多く使用されています。製造ライン上で光学センサがガラス製品をモニタリングしつつ、機械に統合された堅固なインダクティブセンサが機械の動きを検知します。代表的な測定対象は変位、位置、厚さ、色および温度です。
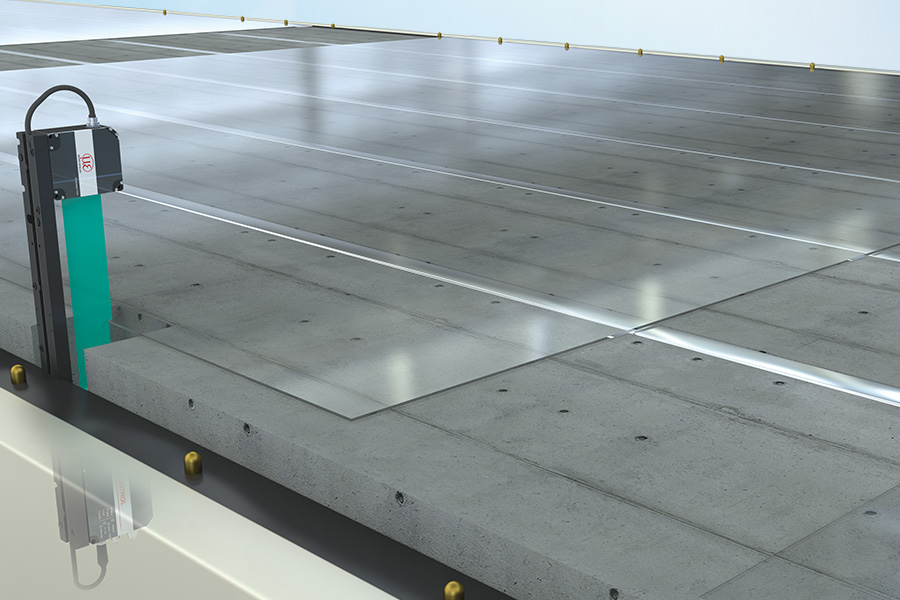
ガラス板の製造工程では、ガラス板の正確なサイズを維持し、加工品質を向上させるために、分離時の正確な位置決めが極めて重要です。 2つのoptoCONTROL 2700マイクロメータがガラス板の両面の正確な位置を測定し、信号を生産制御システムに送信します。この位置信号をもとに、制御システムがガラス板の位置合わせを補正し、分離時に指定された正確な位置に配置します。革新的な技術を搭載したこのマイクロメータにより、ガラス板のような透明物体でも高い信頼性と速度で検出することが可能です。 …
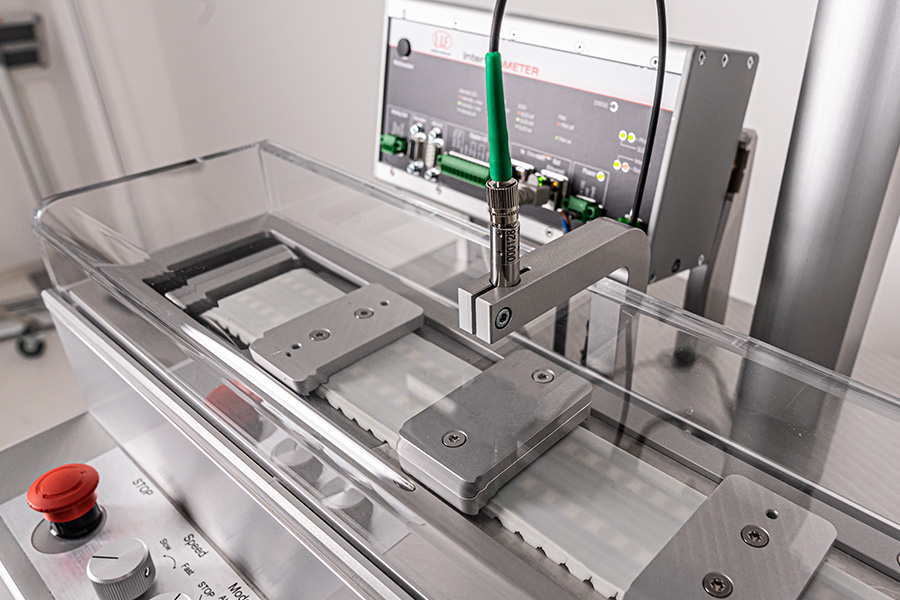
ディスプレイ用ガラスの製造には、厚さプロファイルが均一なガラス板が必須です。ガラスでの高精度な厚さ監視には、非接触で片側からの厚さ測定を行うマイクロエプシロンの白色光干渉計が使用されています。測定速度が高いので高速プロセスでも使用でき、 測定が距離に依存しないので、移動する対象物でもナノメートル単位の厚さ値を測定できることが最大の利点です。厚さの測定範囲が広いため、板ガラス、ディスプレイガラス、合わせガラスといった様々な種類のガラスを測定できます。 …
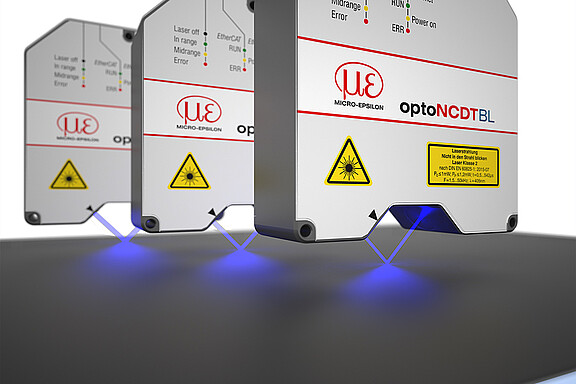
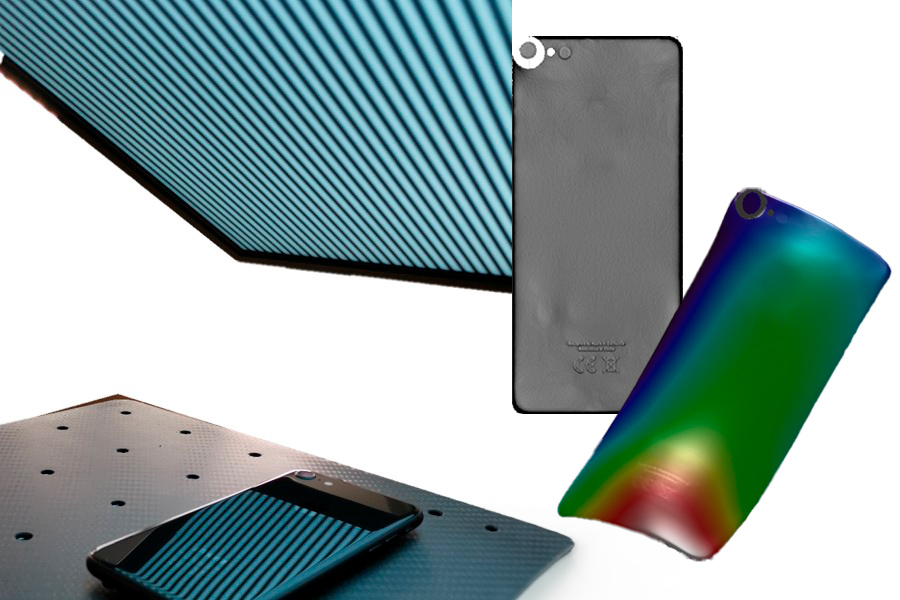
ノングレアコーティングのガラスでは、コーティングプロセス中にうねりやねじれのような不均一さが生じていないか、マイクロエプシロン製レーザー光学変位センサが点検しています。点検時にはコーティングされたガラス表面の平面性が複数のトラックで測定され、特許取得済みの青色レーザー技術により、optoNCDT 2300-2DR センサはコーティングが施されたガラス表面でも高い測定精度を実現しています。 …
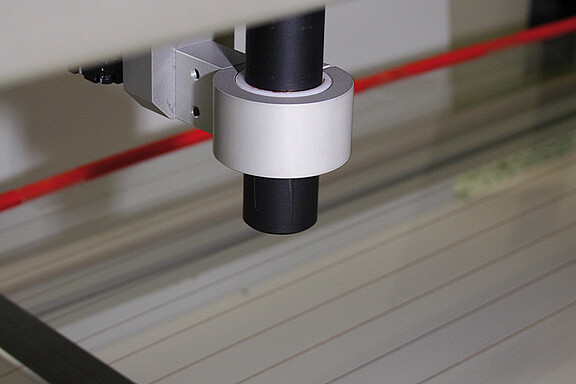
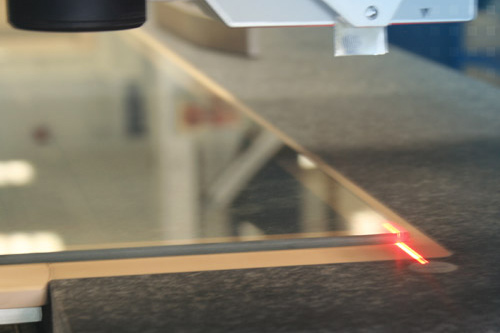
ガラスやセラミックといった材料に印刷を行う場合、非常に細かい構造をキャリア材料に塗るため、印刷ヘッドのポジショニングも高精度でなければなりません。この距離測定にはマイクロエプシロンのレーザー三角測量センサ optoNCDT 1420 が使用されています。10 mm という測定範囲をもとに、印刷ヘッド内の様々な箇所でそれぞれ印刷を行いたい表面との距離を精確に検知し、検出したデータをもとにエッジと表面傾斜が決定されるので、印刷ヘッドを精確にポジショニングすることが可能です。 …
瓶詰業者や醸造所では、迅速かつ完全自動による空瓶の点検を可能にするため、マイクロエプシロンのレーザースキャナが使用されています。マイクロエプシロンの代理店であるTipteh社は、レーザーライン三角測量をベースにこのような空瓶点検が行える点検システムを設計しました。このシステムは、ボトルクレート搬入口に取り付けて使用します。このインライン構造には、マイクロエプシロン製scanCONTROL…
医療用ガラス容器において、底面や壁厚は品質を判断するのに大変重要な基準です。ガラス底面の素早い厚さ検出にはマイクロエプシロンの共焦点クロマティックセンサが使用されており、たった1つのセンサだけで厚さ測定を行うことができます。ガラスへの接触や損傷ももちろんありません。
半透明ガラスセラミックボトルの印刷プロセスが自動化されている場合、ボトル上での印刷箇所を精確に決定しなければなりません。化粧品ボトルに印刷を施す前に、ラベル位置の基準となるマークがボトルにエンボスされます。エンボス箇所にはくぼみが生じるので、ボトルの他の部分に比べて色にわずかな差異が発生します。印刷は基準マークのすぐ下で行うため、このごく微細な色の違いをcolorSENSOR…
ガラスが割れた時に破片が飛散するのを少しでも防ぐため、ガラスを安全フィルムで強化することが多くあります。フィルム層の測定と塗布する接着剤の厚さ決定にはマイクロエプシロンの共焦点クロマティックセンサが使用されており、最も薄い層の厚さを片側から測定します。1度の測定中にガラス厚さやフィルム厚さだけでなく、接着剤の厚さも測定できます。
ディスプレイガラスの生産では、ガラス板の厚さを常に一定に保つことが求められ、生産プロセスの制御は測定結果をもとに行います。マイクロエプシロンによる共焦点クロマティックセンサは片側から非接触で厚さを検出するのに使用されており、測定レートが高いので高速プロセスへの投入も可能です。トラバース測定や複数のトラックでこのセンサを使用した場合は、ガラス板全体の平面性を記録することができます。 …
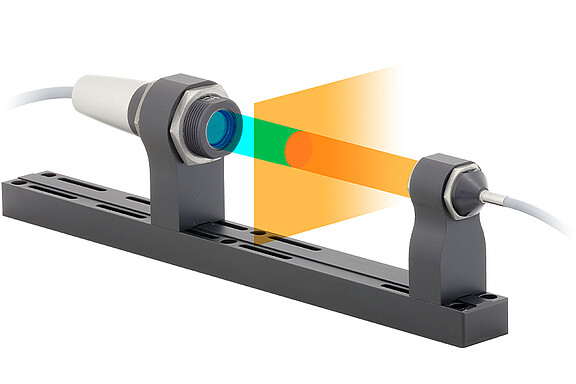
ガラス製品の外見にとって極めて重要な特徴となるのはその色です。とりわけ組成が安定しない天然素材やリサイクル素材を使用する場合、その色彩効果に常に客観的なチェックを行うことは品質を安定させるために不可欠です。マイクロエプシロンの透過センサ ACS3 は、ガラスの色や調色を継続的に点検するために用いられています。
多くのハンドリングプロセスにおいて、ガラス板の正確なポジショニングは必須です。ガラス板のポジショニングは、ガラス板のエッジを検知することにより行われます。マイクロエプシロンのレーザープロファイルセンサは複数の箇所でエッジの位置を測定し、その情報を制御へと伝達します。
ノングレアコーティングのガラスでは、コーティングプロセス中にうねりやねじれのような不均一さが生じていないか、マイクロエプシロン製レーザー光学変位センサが点検しています。複数のトラックでコーティングされたガラス表面の平面性を測定し、特許取得済みの青色レーザー技術を活かして optoNCDT 2300-2DR センサはコーティングが施されたガラス表面でも高い測定精度を実現しています。 …
年間の測定サイクルが500万を超える24時間稼動のガラス生産向けに、マイクロエプシロンは EDS シリーズのインダクティブ変位センサを開発しました。このセンサは IS マシン内でプランジャ位置を正確に検知し、定められた仕様範囲内での生産を可能にします。潤滑剤や衝撃荷重への耐性を高めるため、エレクトロニクスを含めたセンサ全体が気密性ステンレス製ハウジングに溶接されています。 …
容器ガラスの丸さ測定では、プロセスの進行を妨げないために高い測定レートが必須です。マイクロエプシロンの共焦点クロマティックセンサはスターホイールに取り付けて厚さ測定を行い、その高い測定レートと正確性で確かなマシン稼動を保証しています。
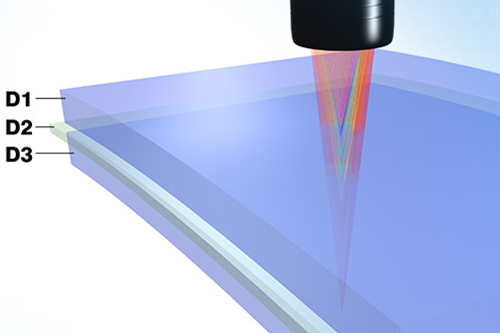
安全ガラスの品質点検とプロセス制御には、マルチピークオプションの備わった共焦点クロマティック変位センサが使用されています。マイクロエプシロンの共焦点クロマティックセンサはミクロン精度での厚さ測定を可能にしており、各レイヤー間の境界領域で測定した6つの測定値を評価することにより confocalDT センサは最大5層までのレイヤーを検知します。
スターホイール型検知装置でのガラス壁厚さおよび丸さ測定では、プロセスの進行を妨げないために高い測定レートが必須です。マイクロエプシロンの共焦点クロマティック測定システムには高い測定レートと高速露光時間制御が備わっているので、途中でガラスの色に変化があっても厚さを測定することができます。
スマートフォンディスプレイの取り付け時、すべての製造ロットに渡り安定した品質を保つため、個々の部品同士での許容誤差を点検しなければなりません。これには共焦点クロマティックセンサを部品の上で移動させることで、極めて高い精度でのギャップ測定を行うことができます。