溶接工程の自動化は、再現性を保ちながら溶接プロセス速度を速めるために行われます。ここで最優先事項となるのは、一貫した品質レベルで生産性を最大限まで高めることです。そのため、現代のスポット溶接、付加溶接プロセス、ロボット溶接では、すべてのプロセスステップが高い精度とタクトで実行されます。マイクロエプシロンのセンサはその優れた精度により多くの測定タスクで使用され、制御、強度制御、溶接経路プランニングなどに使用されています。
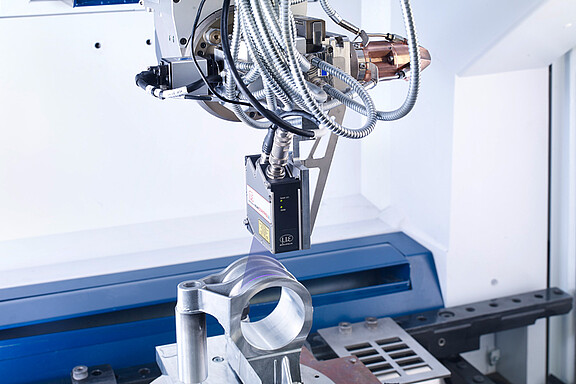
レーザークラッディングではレーザー光で部品表面を溶かし、粉末状の充填材を送り込んで接合し、新たな層を形成します。レーザー加工の前にscanCONTROLレーザースキャナでコンポーネントを複数の方向からスキャンすることで、レーザースキャナが自由形状だけでなく、形のずれも検出します。scanCONTROLスキャナは材料の反射特性に左右されることなく安定した測定値を提供し、ローデータはソフトウェアに転送され、3Dモデルにマージされ、経路のプランニングに使用されます。…
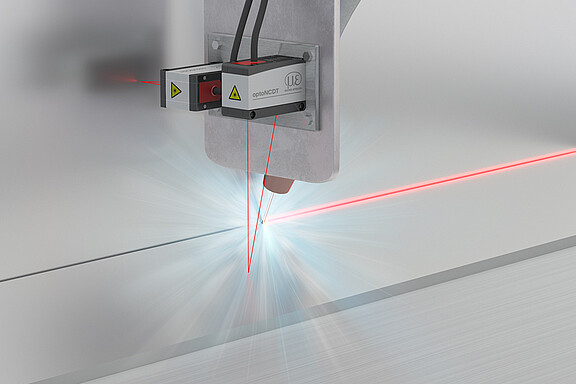
全自動溶接システムでは、溶接ヘッドの位置が溶接継手の品質を左右します。optoNCDT 1900シリーズのレーザーセンサは、溶接ヘッドを適切な距離に配置するために使用されます。2方向で鋼板までの距離を測定するこのセンサは、これまでその高精度さとダイナミクスで高い評価を得ています。溶接ヘッドのポジショニングは距離値を介して行われます。optoNCDT 1900レーザセンサは環境光に対してクラス最高の耐性を備えているため、溶接オートメーションでの測定タスクに最適です。 …
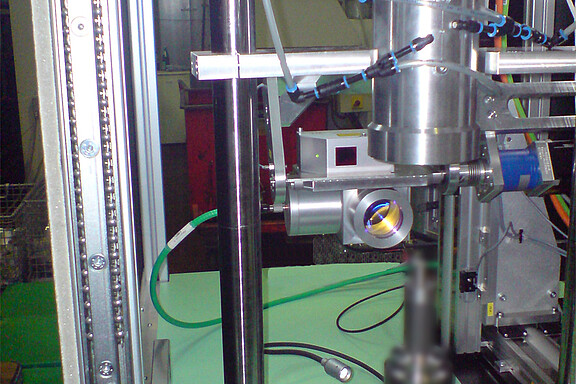
自動溶接プロセスの品質は溶接を行いたいに対する溶接ヘッドの位置に大きく左右されます。わずかな誤差でも溶接結果に影響を与えてしまい、手作業での再加工や部品の不合格につながる場合があります。scanCONTROLレーザースキャナはシームのプロファイル測定に使用されており、困難な表面であってもシームの正確なプロファイル情報を捉えることができます。算出された溶接経路がコンポーネントの公差から偏差を排除するので、溶接ヘッドが常に希望のシーム上に配置されます。 …
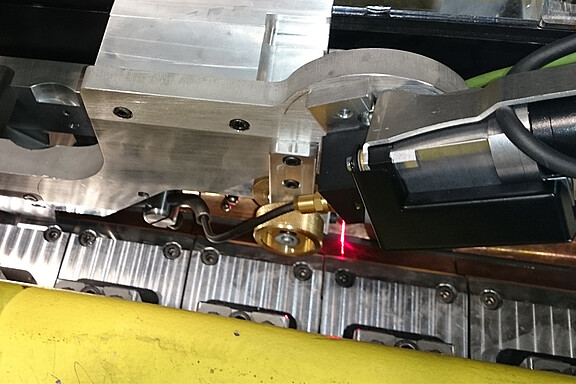
自動化されたロボット溶接セルでは、長手方向に溶接されたパイプの品質が複数の箇所からモニタリングされますが、シートエッジの長さに沿ってエッジ位置を検知しつつ、シートエッジの互いに最適なアライメントが確保されなければなりません。マイクロエプシロンのレーザスキャナは複数の測定プログラムをコントローラに内蔵しており、アライメントのモニタリングに使用されています。scanCONTROL…
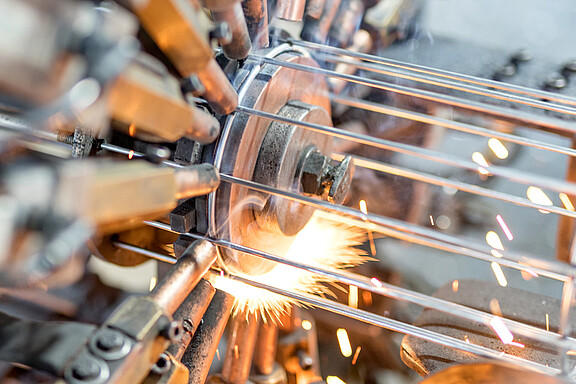
高品質な溶接継手を保証するため、電極の移動量を測定するeddyNCDT渦電流センサが自動溶接機内で使用されています。熱的・機械的要因の影響を受ける軸方向の移動を非接触式変位センサが検出します。センサが非常に堅牢なので溶接電流、振動、温度変動に影響を受けず、悪条件の環境下でも確実に動作します。周波数特性も分解能も極めて高いため、eddyNCDT渦電流センサは確かな再現性を保証しながら電極位置を動的に制御することができます。 …
部品の溶接を行う際、品質を保証するため溶接シームを自動で点検する必要があります。CFO100シリーズのカラーセンサは部品の回転中に点検を行い、溶接部の継ぎ目を検出します。溶接シームは周囲の材質と色が異なるので、色を介してシームの有無を確実に判定することができます。色の違いを間違いなく識別できるように、マルチティーチ機能が溶接シームの全カラートーンを学習し、溶接シームが存在しない場合はスイッチ信号を出力します。 …
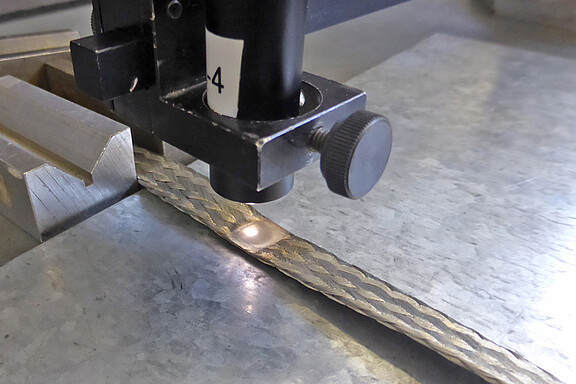
真鍮のストリップはスポット溶接により接合されます。CFOシリーズのカラーセンサは、処理を続行する前にこの溶接スポットを自動的に検出するために使用されます。マルチティーチ機能を介して、光沢のあるスポット溶接のカラートーンがカラーグループに学習され、溶接スポットがセンサによって検出されると、コントローラに出力信号が送られ、次の処理が開始されます。高い測定レートにより、素早く動くストリップでも確実に検出することができます。 …
金属の選択的溶解といった付加製造プロセスでは、プロセスの速度と品質にとってレーザーフォーカス制御は不可欠です。optoNCDT1900シリーズのレーザーセンサは、粉体表面に対するプリントヘッドの距離を決定し、レーザーフォーカスを制御するために使用されます。高い測定レートと確かな再現性により、合金ごとに影響されない高速かつ確実な距離測定が可能となっています。耐周囲光性が卓越しているため、高出力のレーザーでも信頼性の確かな測定結果を得ることができます。 …
マイクロエプシロンの高性能パイロメータは、冷却時間などの溶接パラメータの記録に使用されます。波長の短い温度センサにより金属表面上での非接触温度測定が可能となっており、パイロメーターには正確なスポット位置を視覚化するためのダブルレーザー照準が装備されています。冷却時間の記録は自由に調整可能な限界値の間で行われます。測定タスクに応じて、測定距離とスポットサイズが異なるパイロメータをご用意しています。 …
マイクロエプシロンの光学式マイクロメータは溶接線の太さをモニタリングするために使用されています。X-Frame測定システムにより連続的な直径試験が実施でき、X-Frameに内蔵された2つのレーザーマイクロメータが、それぞれ高い分解能と測定レートで溶接線の直径を捉えます。X-Frameにより溶接線の太さが異なっていても測定でき、デジタルインターフェースが備わっているので、上位の制御システムへ直接データを出力することが可能です。 …
デンマークのInrotech A/S社は、完全自動化されたプロセスにおいて最適な溶接シームを達成するのに、マイクロエプシロンのセンサに大きな信頼を寄せています。Inrotech A/S社は、あらかじめ溶接プロセスを算出してから自動的に溶接を実施する溶接ロボット、通称 Inrotech-Crawler…
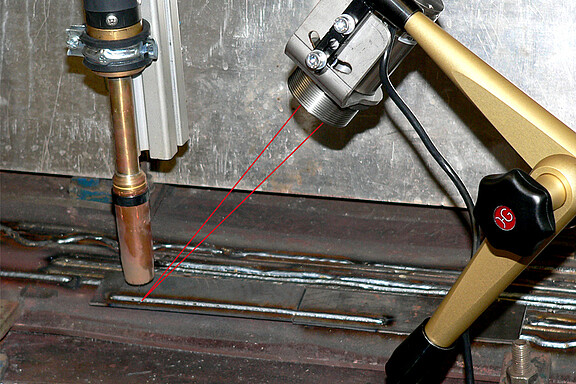
パイプラインのメンテナンスでは外側の溶接シームの点検が決定的な判断基準となり、点検の実施には溶接部のプロファイルをチェックするための検査ステーションが使用されます。点検プロセスを自動化するには、点検装置がシームのちょうど上に配置されなければなりません。レーザスキャナが溶接シーム位置を検出し、検出結果を制御へ出力すると、制御が点検装置の再調整を行います。表面が濡れていたり、汚れや腐食の発生といった変化が表面に生じた場合は、レーザースキャナの露光時間が自動的に調整されます。 …
大型部品の修理溶接を行う際に、必要な溶接経路を検出してロボットの経路をプランニングするためにscanCONTROLレーザスキャナが使用されています。まず、レーザスキャナを用いて欠陥箇所の表面をスキャンします。スキャン時にはロボットが表面上でレーザスキャナをガイドし、ロボットの位置データと合わせて摩耗箇所の3Dデータを生成します。…