機械・プラント製造業界にとっての長年のパートナーとして、マイクロエプシロンは幅広い種類のセンサと測定システムをご提供しています。小型化され機械に統合された形で、変位センサが機械の動きや位置、移動経路を測定し、機械の安全な運転を保証しています。センサは自動機械やプロセスの一部として機械に組み込まれ、完成した製品の様々な測定対象をモニタリングします。
とりわけ油や汚れ、圧力、振動、高温といった苛酷な環境が生じる場所において、マイクロエプシロンのセンサはその高い精度と卓越した性能により大きな信頼を得ています。
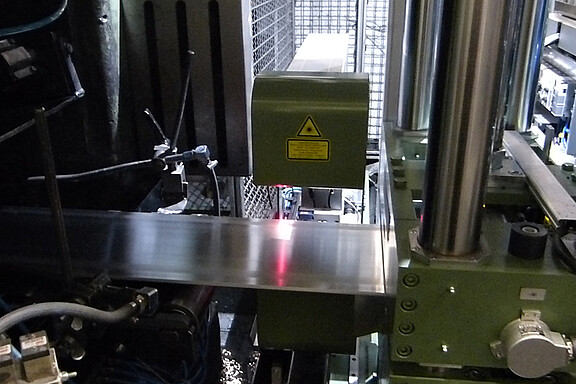
アルミニウムストリップの厚さ異常を早期に検知するため、レーザー三角測量センサが同位体測定システムに代わる新しい代替ソリューションとして使用されています。搬送されるアルミニウムストリップの上下で、向かい合うようにしてセンサを設置します。
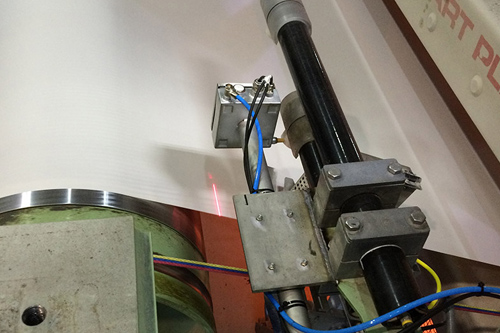
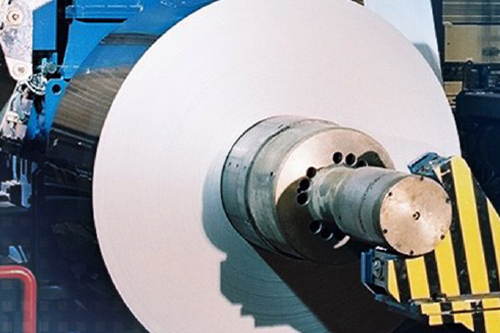
カレンダーは紙の製造時に使用され、最終製品での表面の滑らかさを高めます。ロール状態の紙を正しくガイドするには、正確なエッジ測定が欠かせません。これには、ロールのエッジ位置を高い精度で機械の制御に直接伝達するマイクロエプシロン製レーザーラインセンサが使用されています。このエッジ位置を測定することで同時にロールの幅も測定でき、センサがその測定情報を次のトリミングプロセスに送信します。 …
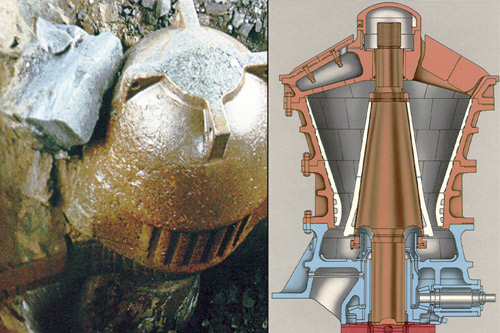
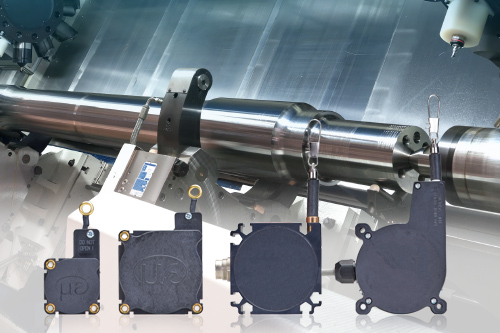
採石場や鉱石鉱山で使用されるジャイレートリークラッシャーは、1時間で最大3500トンの材料を目的の粒度に粉砕することができます。これは偏心したベアリングブッシュが破砕軸を旋回・揺動させることで行いますが、それによりクラッシャーのジョーとクラッシュコーンの間のギャップが常に変化します。調整されたギャップは、粉砕室の内周に沿って連続的に移動して粉砕を行い、油圧シリンダーに搭載されたロングトラベルセンサにより、軸の昇降で破砕ギャップを正確に調整することができます。 …
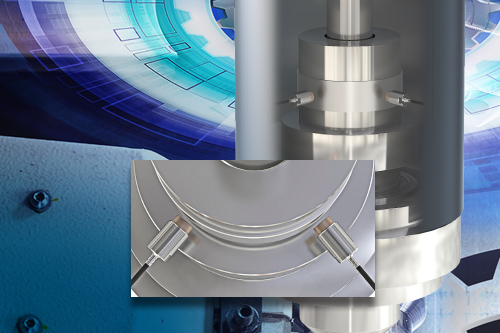
最先端の工作機械では、ゼロ点クランプシステムがワークピース、型締めステーションあるいはワークピースキャリアの再現可能な位置決めを担っています。マイクロエプシロン社の電磁誘導式変位センサは、ワークピースキャリアが固定される型締めシリンダーの位置を測定します。…
デンマークのInrotech A/S社は、完全自動化されたプロセスにおいて最適な溶接シームを達成するのに、マイクロエプシロンのセンサに大きな信頼を寄せています。Inrotech A/S社は、あらかじめ溶接プロセスを算出してから自動的に溶接を実施する溶接ロボット、通称 Inrotech-Crawler…
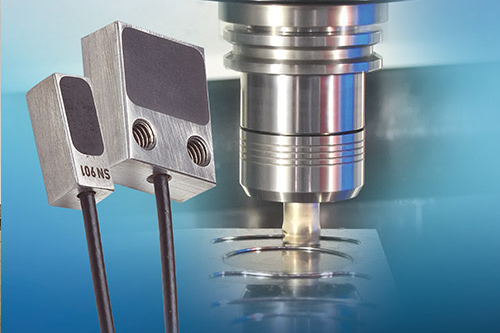
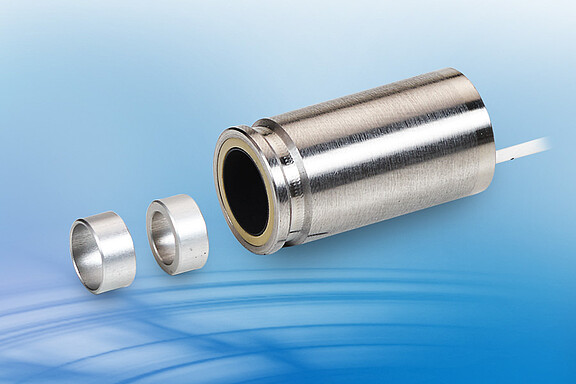
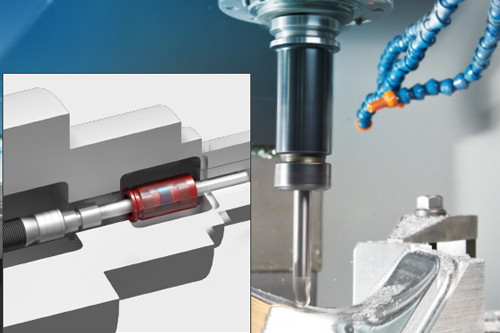
高周波スピンドルでは、正確な振れや工具の軸振れが重要な役割を果たします。そのため、マイクロエプシロン社の非接触式誘導変位センサは、振れまたは軸振れの監視に使用されます。渦電流技術に基づいたこのセンサは、設置スペース内にオイル、温度変動、汚れがあっても高い分解能を提供します。これによって、マイクロメートル範囲の測定精度に達することができます。また高い周波数特性により、回転数が120,000 rpmを超える高周波スピンドルも監視することができます。測定ではNCDT…
…
ベアリングに予定外の休止期間が生じると、非常に高いコストがかかります。ベアリングの損傷を早期に検知できれば、予定されていた休止期間中にメンテナンス作業を行うことができるので、費用も最小限に抑えられます。この早期検知を確実に行うため、優れたSN比によりベアリングの損傷を検出するマイクロエプシロンの加速度センサが使用されています。この加速度センサは静的加速と動的加速の両方を測定するので、回転数の低い(≤ 0.2…